
老王说表之-----企业能耗监测
2020-05-15 10:15
谁在做,做什么,做的怎么样
根据现场要求,需对现场设备位置、设备编号、设备信息、操作人员、机床运行情况、设备生产情况等进行管理,管理人员需实时监视设备是否运行、负载情况(轻、满、超)、操作人员是否在岗、谁在操作、设备起停情况和运行时间,并对设备使用全过程的情况进行记录和查询,满足公司管理人员对设备运行情况及操作人员情况的实时监控,提高设备使用效率及人员管理。
设备配置如下:
1) 主控层管理设备
管理人员办公室配置主控层管理系统一套,包含管理工作站计算机、光纤以太网汇聚交换机、打印机和UPS电源等。管理工作站和打印机摆放于操作台上,其余设备组柜安装。
2) 厂房分控设备
在各厂房(或每条生产线上)配置一套分控管理设备,完成本厂房内所有机床监控设备的数据采集及数据上传至主控层管理系统。分控层包括智能通讯管理装置、触摸人机操控模块、网络传输设备等。
3) 机床监控设备
每台机床配置一台机床设备监控装置,该装置包含设备监控模块、机床主供电电流采集、供电开关位置采集、机床故障或者检修信号采集(通过按钮发生信号至监控模块)、机床操作人员刷卡或密码采集器、无线通讯模块、指示灯、操作按钮等。
4) 机床设备管理:
在计算机管理系统中实现对全厂机床设备的管理,包含设备所在位置、设备编号、设备相关信息。
5) 操作权限管理:
对设备操作权限进行管理,当操作人员输入用户名和密码或者刷卡后,系统自动验证该操作人员是否有操作权限,有操作权限则发送允许操作指令,接通设备电源控制回路,操作人员可对设备供电。无操作权限则发送无操作权限指令,不接通设备电源控制回路,则无法对设备供电。
6) 操作记录管理:
对有权限和无权限的操作人员每次操作进行记录,包括开机记录和停机记录,该记录不可删除,便于设备管理、人员管理、责任区分及杜绝安全事故发生。
7) 设备工况管理:
对设备停机、开机、生产、故障、检修等工况进行记录,便于管理人员提高设备运行效率和实时了解设备运行工况。
设备停机是指设备操作人员切断主供电源开关,则判定设备停机。
设备运行是指设备操作人员验证成功并合上主供电源开关并检测到电流达到机床空载额定电流值后,则判定设备开机。
设备生产是指设备开机后,检测主供电源电流值高于设备空载电流值后,判定为设备生产。可根据生产情况设定多个参考值(比如设置20%、50%、80%、110%生产率定值),管理人员可在后台计算机上查看负荷值或者曲线。
设备故障包含起动故障、运行故障和其他故障。是指设备开机后,主供电源电流值达不到额定电流值则判断为起动故障,高于设定的故障动作值则判断为运行故障,通过操作人员人为输入故障信号则判定为其他故障。
设备检修是指设备在停机状态,操作人员人为输入检修信号则判定为设备检修。
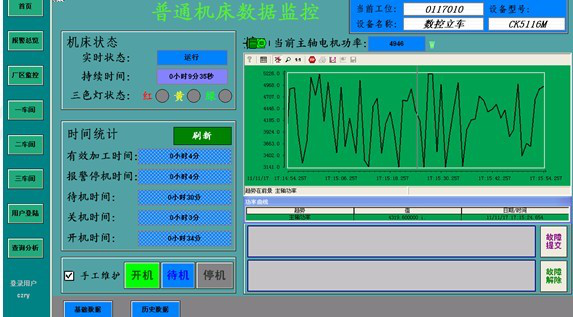
8) 运行曲线和棒图:
在后台计算机上,管理人员可查看各台机床设备工作时间段的曲线和实时工况棒图。曲线保存时间根据用户要求可以设定,一般保存两年,采取自动覆盖方式。
9) 运行报表管理:
在后台计算机上,管理人员可查看和打印机床设备的运行工况报表,报表保存时间根据用户要求可以设定,一般保存两年,采取自动覆盖方式。
10) 事件记录管理:
在后台计算机上,管理人员可查看和打印机床设备的各项事件记录,包括操作人员记录、设备工况记录等。
11) 其他功能:
根据用户实际使用需求增设的其他功能。
 咪雀机床设备管理系统与生产设备连接,自动采集生产进度、设备状态、工艺参数等并进行远程监控或者看板展示,管理人员在办公室就很直观的知道每台设备的运行情况、设备是否在正常加工,并通过数据对设备进行设备综合效率(OEE)分析,提高设备利用率,降低设备生产运维成本。
咪雀机床设备管理系统与生产设备连接,自动采集生产进度、设备状态、工艺参数等并进行远程监控或者看板展示,管理人员在办公室就很直观的知道每台设备的运行情况、设备是否在正常加工,并通过数据对设备进行设备综合效率(OEE)分析,提高设备利用率,降低设备生产运维成本。
详细内容如下:
a.设备基础信息包括设备编码、设备名称、设备型号、设备类型、设备规格、使用部门等信息。
b.设备变动记录包括设备变更记录,其中包括设备变更的凭证与变更日期。
c.设备技术资料信息列出了该设备的相关技术资料的资料编号、资料名称、版本号、更新时间、负责人/部门等信息,如:设备说明书、设计图样、图册、地图、维护操作规范手册、典型检修工艺文件等。
在设备运维设置中,根据需要设置多条规则,每条规则根据下次执行时间和提前期的不同,依照以下规则,可以根据实际的需要,可以给相关人员发送消息提醒。
A.周期性且类型是绝对时间,根据当前时间≥下次执行时间-执行周期,则给相关人员发送消息提醒。
B.周期性且类型是相对时间(累计值),根据当前值≥阈值-执行周期,则给相关人员发送消息提醒。
其中,相关人员、消息内容可以根据不同的类型做不同的设置。
消息提醒
在管理系统的首页,设置一栏消息提醒的内容,将该设备的消息内容展现给用户,便于用户实时了解需要关心的设备。
维修预警报表
系统自动生成的,维修预警提前一个月预警提醒。
润滑预警报表
系统自动生成的,润滑预警提前一个月预警。
通过对设备进行的点检作业,准确掌握设备状态,采取防范设备劣化的措施,实行有效的预防计划维修,维持和改善设备性能,减少故障停机时间,延长机件使用寿命,提高设备工作效率,降低维修费用。
(1)设备报修
设备发生故障异常,使用手持终端(PDA)或其他智能终端实现报修功能,代替人工操作,简便快捷。系统初始化阶段录入设备相关基础数据,通过便携式PDA扫描设备条码,自动获取设备信息,选取设备设备故障,完成报修操作。通过三色灯预警和手机短信预警,及时通知相关人员进行设备故障处理,快速解决设备故障。对于设备的维修作业提供保修流程、维修过程跟踪。
设备故障报修:
进行设备故障登记,分析故障原因及改善措施,并跟踪后期改善措施的执行情况,可通过对设备故障的分析,改善管理,预防故障的再次发生。
设备事故报修:
记录设备事故的报告及对事故的分析。
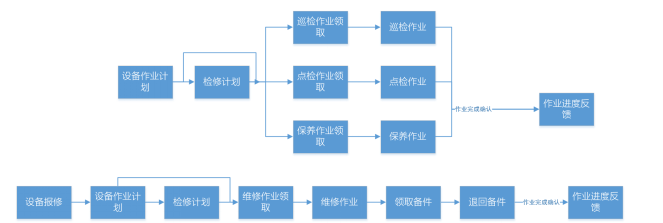
(2)设备作业计划
系统将设备的日常维护作业(清洁、点检、巡检、维修)统一通过作业类别、作业规范进行定义。对于每台设备配置不同的设备运维参数(包括润滑周期、巡检点检周期、可更换的备品备件)。系统自动生成设备作业计划,以30天为一周期,设备作业计划单每天滚动更新。系统根据自动生成的设备作业计划,每天产生设备作业计划,可直接下派至具体员工。设备作业计划单实时显示设备作业计划进度。
(3)检修计划
设备作业计划涉及设备停机,管理员在后台管理系统中能自动将需要进行维护作业的所有设备在检修计划中显示。在检修计划中柔性地安排各设备作业计划,合理地将需要停机检修的设备统一安排成新的检修计划。检修计划的设备作业将自动覆盖原先作业计划的设备作业,避免造成同一周期内同一设备重复同样的作业计划。并且一个检修计划内未完成的任务可以纳入到下一次的停机检修计划中去。系统确保所有计划井井有条的进行。检修计划实时显示设备作业计划进度。此步骤非必要步骤,可按实际需求进行选择性操作。
(4)维修(巡检/点检/检修)作业认领
设备作业计划相关人员通过PDA接收指令,进行作业认领。设备作业计划单中对于特定作业可以指派特定人员,指派后其他人员不可对该特定作业进行作业认领操作。没有指派特定人员的作业计划,任一人员均可在查看作业明细(例如:润滑作业需包括哪些点位、点检作业的每个检查项目)后判断是否能够完成该作业进行选择性作业认领。作业认领完成后,可在我的***作业中查看认领的全部作业任务。
(5)维修(巡检/点检/检修)作业
设备计划作业人员通过PDA进行设备日常运维作业。在整个日常运维作业过程中系统如实且自动记录作业人员的作业开始时间及作业结束时间。通过作业时间的分析很容易判断出作业人员是否按标准完成运维作业或是作业人员进行运维作业是否超时完成。作业完成由监督人员进行确认操作,保证作业质量。
柔性的故障解决方案审核设定。对于特定故障可设定人为干预维修解决方案,一旦设定人为干预,相关维护的解决方案将开启审核流程。若故障不需要设定解决方案审核流程,系统设定的解决方案将自动生效,不需要进行审核操作。
对于设备的维修作业提供保修流程、维修过程跟踪。

(6)领取备件
设备维修作业时可选择性进行领取备件操作。如果设备维修需要更换备件,通过PDA的领取备件功能来完成操作。系统自动记录领取备件信息,领取备件数量,备件用于哪台设备等信息。可实现备件生命周期追溯。
(7)退回备件
系统对于剩余备件及维修更换下来的耗品耗件进行统一管理,避免出现备件及耗品耗件丢失问题。通过PDA的退回备件功能,系统自动记录退回备件信息,退回备件数量,退回备件用于哪台设备等信息。可实现备件生命周期追溯。

(8)作业进度反馈
设备运维作业数据实时上传至PC端,系统自动记录计划作业开始时间、计划作业结束时间、设备作业人员、设备作业开始时间、设备作业结束时间、设备报修人员、设备报修时间,设备检修开始时间、设备检修结束时间等信息。管理人员可通过PC端或者可视化看板等形式实时了解各设备作业计划的进度、作业情况、设备异常统计分析、设备异常解决进度等信息。

设备运行监测
通过设备的数据采集,统计设备的在线运行、报警情况及历史趋势、历史报警分析。
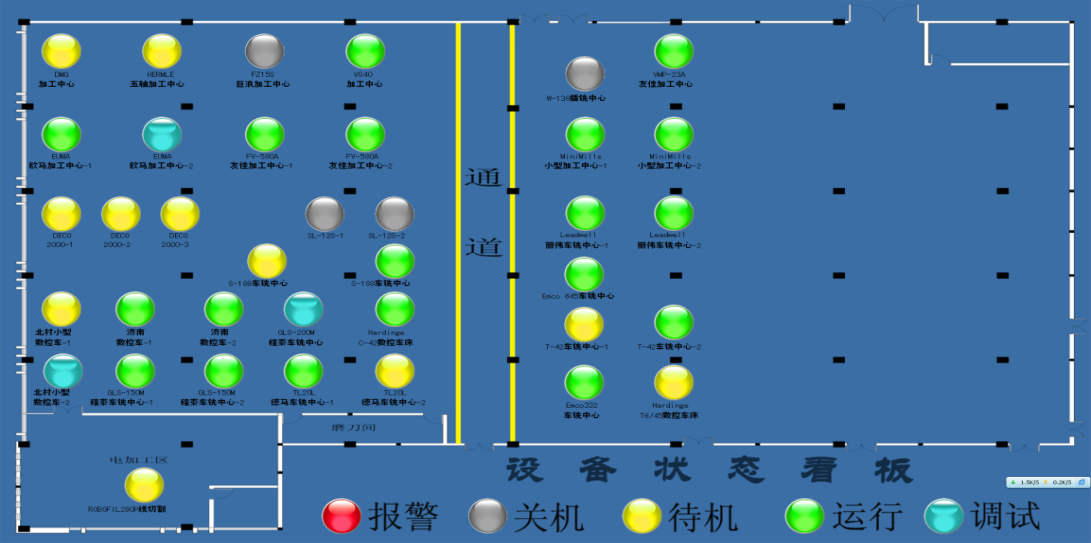
设备运行状态监视
系统根据按车间级、厂级、集团级等不同级别提供相应的设备运行状态画面。
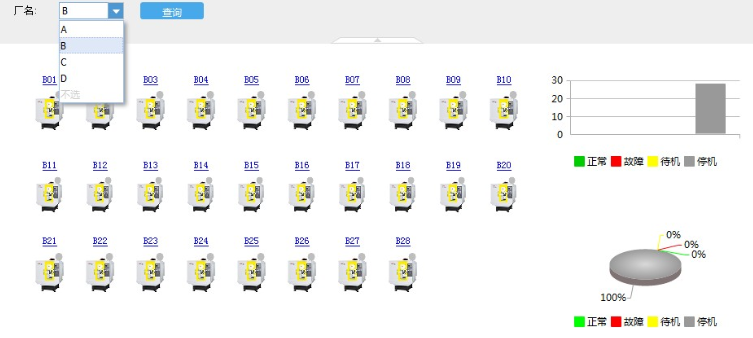
管理者在网络上任意计算机上登录进入本系统即可监视所有设备状态,上述设备状态图是可以可视化地进行配置,完全可以按照车间的实际布局来进行设定(下图为车间布局图的一个应用实例),此画面也可以作为电子看板的内容之一滚动显示。
实时/历史趋势图
设备管理人员、公司领导等可以通过系统进行设备运行趋势分析。用户可以根据业务需要自定义选择设备参数进行趋势分析,自由切换历史趋势与实时趋势,使得历史监视和实时监视能够同时进行,以便于及时调整设备参数运行指标,优化生产质量。
系统可以提供如下功能:
通过WEB浏览器可以查询、分析任一位号设备的实时/历史趋势。
通过WEB浏览器可以查询、分析一组多个位号设备的实时/历史趋势。
可以在流程图上直接点击位号查看运行趋势。
支持多用户同时打开趋势图。
支持用户根据自身业务需要个性化定义位号趋势分析组。
支持趋势图放大、导出等功能。
支持任意位号指定时间段的汇总分析功能。

设备运行报警管理
用户可以通过对设备位号管理,对设备的关键指标进行报警机制设置,设置完成后,系统会自动侦测报警信息,一旦超标报警,系统会记录到系统数据库中,有利于设备管理人员及时准确调整指标控制,掌控设备运行状况。
设备报警功能模块包括实时报警和历史报警信息查询两部分。
系统可以提供如下功能:
支持将一个设备位号或一组设备位号进行报警机制设置。
支持实时报警,一旦超标,记录到系统数据库便于调度人员发现查询。
支持不同级别的报警,如高高限报警、高限报警、低低限报警、低限报警。
支持于设备的一些关键运行参数,如运行能耗、进给、转速、倍率等我们可以设定其合理值范围,超出范围值时给与报警处理或锁机处理。
提供报警信息查询功能。

关注生产过程中每一个环节的能源损耗,注重细节,把该省下来的能耗把控好,对企业管理者来讲都很重视。比如大、中型的机加工行业,有很多功率不同的机床设备,每天机床启动,就会消耗大量的电能,那么一台设备,是谁在做?他在做什么?做的怎么样?是满负荷工作、超负荷工作还是出工不出力呢?对企业管理者来讲,尤为关注。今天,老王就给大家介绍长沙威航是如何为天和砖具机械有限公司解决这一问题的。
1.长沙天和钻具机械有限公司机床管理系统方案
1.1项目概况
长沙天和钻具机械有限公司共三个厂房,现有机床设备150台左右,现场每台机床设备都由一个电控箱供电,部分机床设备具备远程通讯功能。根据现场要求,需对现场设备位置、设备编号、设备信息、操作人员、机床运行情况、设备生产情况等进行管理,管理人员需实时监视设备是否运行、负载情况(轻、满、超)、操作人员是否在岗、谁在操作、设备起停情况和运行时间,并对设备使用全过程的情况进行记录和查询,满足公司管理人员对设备运行情况及操作人员情况的实时监控,提高设备使用效率及人员管理。
1.2解决方案
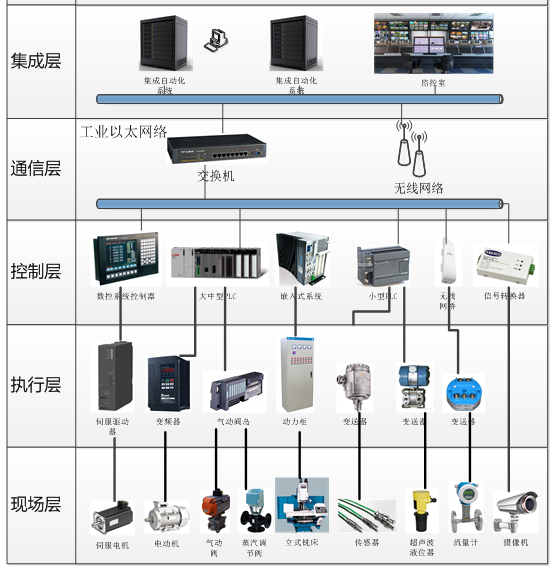
采用威航咪雀机床设备管理系统完成对设备的全面管理。系统分为三层结构,包括计算机管理系统主控层、网络通讯层和现地监控层。三层设备构架分别为主控层管理设备、厂房分控设备系统和现地机床监控设备。主控层管理系统是整个系统的核心,管理人员可以通过人机界面查看各台设备的实时工况、操作记录、运行曲线、实时棒图、运行报表和事件记录等,为有效提高设备使用效率和防止安全事故的发生提供完整的依据。设备配置如下:
1) 主控层管理设备
管理人员办公室配置主控层管理系统一套,包含管理工作站计算机、光纤以太网汇聚交换机、打印机和UPS电源等。管理工作站和打印机摆放于操作台上,其余设备组柜安装。
2) 厂房分控设备
在各厂房(或每条生产线上)配置一套分控管理设备,完成本厂房内所有机床监控设备的数据采集及数据上传至主控层管理系统。分控层包括智能通讯管理装置、触摸人机操控模块、网络传输设备等。
3) 机床监控设备
每台机床配置一台机床设备监控装置,该装置包含设备监控模块、机床主供电电流采集、供电开关位置采集、机床故障或者检修信号采集(通过按钮发生信号至监控模块)、机床操作人员刷卡或密码采集器、无线通讯模块、指示灯、操作按钮等。
4) 机床设备管理:
在计算机管理系统中实现对全厂机床设备的管理,包含设备所在位置、设备编号、设备相关信息。
5) 操作权限管理:
对设备操作权限进行管理,当操作人员输入用户名和密码或者刷卡后,系统自动验证该操作人员是否有操作权限,有操作权限则发送允许操作指令,接通设备电源控制回路,操作人员可对设备供电。无操作权限则发送无操作权限指令,不接通设备电源控制回路,则无法对设备供电。
6) 操作记录管理:
对有权限和无权限的操作人员每次操作进行记录,包括开机记录和停机记录,该记录不可删除,便于设备管理、人员管理、责任区分及杜绝安全事故发生。
7) 设备工况管理:
对设备停机、开机、生产、故障、检修等工况进行记录,便于管理人员提高设备运行效率和实时了解设备运行工况。
设备停机是指设备操作人员切断主供电源开关,则判定设备停机。
设备运行是指设备操作人员验证成功并合上主供电源开关并检测到电流达到机床空载额定电流值后,则判定设备开机。
设备生产是指设备开机后,检测主供电源电流值高于设备空载电流值后,判定为设备生产。可根据生产情况设定多个参考值(比如设置20%、50%、80%、110%生产率定值),管理人员可在后台计算机上查看负荷值或者曲线。
设备故障包含起动故障、运行故障和其他故障。是指设备开机后,主供电源电流值达不到额定电流值则判断为起动故障,高于设定的故障动作值则判断为运行故障,通过操作人员人为输入故障信号则判定为其他故障。
设备检修是指设备在停机状态,操作人员人为输入检修信号则判定为设备检修。
8) 运行曲线和棒图:
在后台计算机上,管理人员可查看各台机床设备工作时间段的曲线和实时工况棒图。曲线保存时间根据用户要求可以设定,一般保存两年,采取自动覆盖方式。
9) 运行报表管理:
在后台计算机上,管理人员可查看和打印机床设备的运行工况报表,报表保存时间根据用户要求可以设定,一般保存两年,采取自动覆盖方式。
10) 事件记录管理:
在后台计算机上,管理人员可查看和打印机床设备的各项事件记录,包括操作人员记录、设备工况记录等。
11) 其他功能:
根据用户实际使用需求增设的其他功能。
2.咪雀机床设备管理系统的概述
咪雀机床设备管理系统主要是对设备整个使用周期进行管理,包括设备档案建立、设备日常运行记录、设备日常操作管理、设备日常维护管理、点检和巡检管理、设备运行分析、设备报废等功能。通过对设备联网和设备通讯的改造,将设备运行数据和生产数据实时采集,实现设备操作过程实时监控、设备故障自动预警异常。3.咪雀机床设备管理系统的功能模块解析
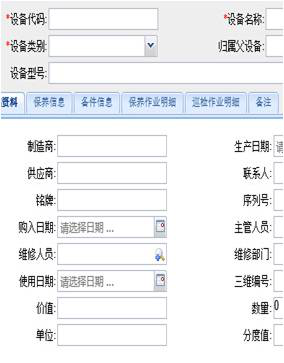
3.1设备台账管理
设备台账包括设备基础信息、设备变动记录、设备管理分类信息、设备状态信息、设备技术资料、设备档案等内容。详细内容如下:
a.设备基础信息包括设备编码、设备名称、设备型号、设备类型、设备规格、使用部门等信息。
b.设备变动记录包括设备变更记录,其中包括设备变更的凭证与变更日期。
c.设备技术资料信息列出了该设备的相关技术资料的资料编号、资料名称、版本号、更新时间、负责人/部门等信息,如:设备说明书、设计图样、图册、地图、维护操作规范手册、典型检修工艺文件等。
3.2设备日常运维提醒、预警
设备周期性提醒设置在设备运维设置中,根据需要设置多条规则,每条规则根据下次执行时间和提前期的不同,依照以下规则,可以根据实际的需要,可以给相关人员发送消息提醒。
A.周期性且类型是绝对时间,根据当前时间≥下次执行时间-执行周期,则给相关人员发送消息提醒。
B.周期性且类型是相对时间(累计值),根据当前值≥阈值-执行周期,则给相关人员发送消息提醒。
其中,相关人员、消息内容可以根据不同的类型做不同的设置。
消息提醒
在管理系统的首页,设置一栏消息提醒的内容,将该设备的消息内容展现给用户,便于用户实时了解需要关心的设备。
维修预警报表
系统自动生成的,维修预警提前一个月预警提醒。
润滑预警报表
系统自动生成的,润滑预警提前一个月预警。
3.3设备运维管理
建立标准化的设备运维管理体系,以点检和故障分析为核心的全员设备维修管理体制,实现设备技术管理和设备经济管理相结合,形成操作、点检、维修三方共同对设备负责的点检管理模式。通过对设备进行的点检作业,准确掌握设备状态,采取防范设备劣化的措施,实行有效的预防计划维修,维持和改善设备性能,减少故障停机时间,延长机件使用寿命,提高设备工作效率,降低维修费用。
(1)设备报修
设备发生故障异常,使用手持终端(PDA)或其他智能终端实现报修功能,代替人工操作,简便快捷。系统初始化阶段录入设备相关基础数据,通过便携式PDA扫描设备条码,自动获取设备信息,选取设备设备故障,完成报修操作。通过三色灯预警和手机短信预警,及时通知相关人员进行设备故障处理,快速解决设备故障。对于设备的维修作业提供保修流程、维修过程跟踪。
设备故障报修:
进行设备故障登记,分析故障原因及改善措施,并跟踪后期改善措施的执行情况,可通过对设备故障的分析,改善管理,预防故障的再次发生。
设备事故报修:
记录设备事故的报告及对事故的分析。
(2)设备作业计划
系统将设备的日常维护作业(清洁、点检、巡检、维修)统一通过作业类别、作业规范进行定义。对于每台设备配置不同的设备运维参数(包括润滑周期、巡检点检周期、可更换的备品备件)。系统自动生成设备作业计划,以30天为一周期,设备作业计划单每天滚动更新。系统根据自动生成的设备作业计划,每天产生设备作业计划,可直接下派至具体员工。设备作业计划单实时显示设备作业计划进度。
(3)检修计划
设备作业计划涉及设备停机,管理员在后台管理系统中能自动将需要进行维护作业的所有设备在检修计划中显示。在检修计划中柔性地安排各设备作业计划,合理地将需要停机检修的设备统一安排成新的检修计划。检修计划的设备作业将自动覆盖原先作业计划的设备作业,避免造成同一周期内同一设备重复同样的作业计划。并且一个检修计划内未完成的任务可以纳入到下一次的停机检修计划中去。系统确保所有计划井井有条的进行。检修计划实时显示设备作业计划进度。此步骤非必要步骤,可按实际需求进行选择性操作。
(4)维修(巡检/点检/检修)作业认领
设备作业计划相关人员通过PDA接收指令,进行作业认领。设备作业计划单中对于特定作业可以指派特定人员,指派后其他人员不可对该特定作业进行作业认领操作。没有指派特定人员的作业计划,任一人员均可在查看作业明细(例如:润滑作业需包括哪些点位、点检作业的每个检查项目)后判断是否能够完成该作业进行选择性作业认领。作业认领完成后,可在我的***作业中查看认领的全部作业任务。
(5)维修(巡检/点检/检修)作业
设备计划作业人员通过PDA进行设备日常运维作业。在整个日常运维作业过程中系统如实且自动记录作业人员的作业开始时间及作业结束时间。通过作业时间的分析很容易判断出作业人员是否按标准完成运维作业或是作业人员进行运维作业是否超时完成。作业完成由监督人员进行确认操作,保证作业质量。
柔性的故障解决方案审核设定。对于特定故障可设定人为干预维修解决方案,一旦设定人为干预,相关维护的解决方案将开启审核流程。若故障不需要设定解决方案审核流程,系统设定的解决方案将自动生效,不需要进行审核操作。
对于设备的维修作业提供保修流程、维修过程跟踪。
(6)领取备件
设备维修作业时可选择性进行领取备件操作。如果设备维修需要更换备件,通过PDA的领取备件功能来完成操作。系统自动记录领取备件信息,领取备件数量,备件用于哪台设备等信息。可实现备件生命周期追溯。
(7)退回备件
系统对于剩余备件及维修更换下来的耗品耗件进行统一管理,避免出现备件及耗品耗件丢失问题。通过PDA的退回备件功能,系统自动记录退回备件信息,退回备件数量,退回备件用于哪台设备等信息。可实现备件生命周期追溯。
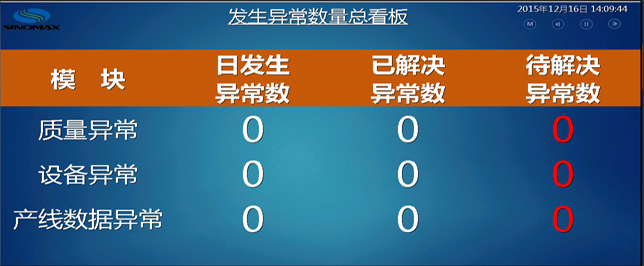
(8)作业进度反馈
设备运维作业数据实时上传至PC端,系统自动记录计划作业开始时间、计划作业结束时间、设备作业人员、设备作业开始时间、设备作业结束时间、设备报修人员、设备报修时间,设备检修开始时间、设备检修结束时间等信息。管理人员可通过PC端或者可视化看板等形式实时了解各设备作业计划的进度、作业情况、设备异常统计分析、设备异常解决进度等信息。
设备运行监测
通过设备的数据采集,统计设备的在线运行、报警情况及历史趋势、历史报警分析。
设备运行状态监视
系统根据按车间级、厂级、集团级等不同级别提供相应的设备运行状态画面。
管理者在网络上任意计算机上登录进入本系统即可监视所有设备状态,上述设备状态图是可以可视化地进行配置,完全可以按照车间的实际布局来进行设定(下图为车间布局图的一个应用实例),此画面也可以作为电子看板的内容之一滚动显示。
实时/历史趋势图
设备管理人员、公司领导等可以通过系统进行设备运行趋势分析。用户可以根据业务需要自定义选择设备参数进行趋势分析,自由切换历史趋势与实时趋势,使得历史监视和实时监视能够同时进行,以便于及时调整设备参数运行指标,优化生产质量。
系统可以提供如下功能:
通过WEB浏览器可以查询、分析任一位号设备的实时/历史趋势。
通过WEB浏览器可以查询、分析一组多个位号设备的实时/历史趋势。
可以在流程图上直接点击位号查看运行趋势。
支持多用户同时打开趋势图。
支持用户根据自身业务需要个性化定义位号趋势分析组。
支持趋势图放大、导出等功能。
支持任意位号指定时间段的汇总分析功能。
设备运行报警管理
用户可以通过对设备位号管理,对设备的关键指标进行报警机制设置,设置完成后,系统会自动侦测报警信息,一旦超标报警,系统会记录到系统数据库中,有利于设备管理人员及时准确调整指标控制,掌控设备运行状况。
设备报警功能模块包括实时报警和历史报警信息查询两部分。
系统可以提供如下功能:
支持将一个设备位号或一组设备位号进行报警机制设置。
支持实时报警,一旦超标,记录到系统数据库便于调度人员发现查询。
支持不同级别的报警,如高高限报警、高限报警、低低限报警、低限报警。
支持于设备的一些关键运行参数,如运行能耗、进给、转速、倍率等我们可以设定其合理值范围,超出范围值时给与报警处理或锁机处理。
提供报警信息查询功能。
标签: